Konveyörlerin uzun süre problem çıkarmadan verimli çalışması için ‘Martin Pasif Toz Kontrol Sistemleri’, önleyici bir sistem olarak uzun süreli çalışma performansı sağlıyor. ‘Konveyörlerde verimli çalışma için pasif toz kontrolünün önemi’ adlı makalenin 1.kısmını okuyucularımıza sunuyoruz.
Konveyörlerin çalışma performansını en çok etkileyen faktörlerin başında ortam tozu yer alıyor. Toz zamanla konveyörlerin rulman ve diğer parçalarının arasına girerek çalışma performansını etkileyerek bir takım problemlere neden olabiliyor. Konveyörün çalışma performansının uzun süre korunması için pasif toz kontrolü sağlayan sistem parçalarını kullanmak gerekiyor. Martin Engineering tarafından kaleme alınan makalenin 1.kısmını okuyucularımıza sunuyoruz.
DAHA TEMİZ KONVEYÖRLER: PASİF TOZ KONTROLÜ
Dökme malzeme taşıyan konveyörlerin çoğu, toplu halde kaçak malzeme olarak adlandırılan döküntü, sızıntı, toz ve geri taşınan malzeme emisyonları nedeniyle bir miktar malzeme kaybeder. Çoğunlukla bunların oluşma nedenleri bilinebilir ancak genelde problemlerin çözülmesinden ziyade belirtileri ortadan kaldırmaya yönelik standart yaklaşımlara başvurulur. Kaçak malzemelerin kontrol edilememesi plansız duruşlara, aşırı temizlik maliyetlerine, yasal yaptırımlara, halkla ilişkilerin kötüleşmesine ve güvenlik sorunlarından kaynaklanan istenmeyen olaylara yol açar. Uygulanabilir uzun vadeli çözümlerin üretilmesiyle kullanılabilirlik, temizlik ve güvenlik iyileşir ve bunların sonucunda şirketin nakit akışında iyileşme sağlanabilir.
Tüm kaçak malzeme türleri arasında belki de en sinsi olanı tozdur. Tozun yarattığı sorunlardan bazıları belirgindir. Zeminlerde ve yapılarda birikir, rulmanların erken arızalanmasına neden olur ve hatta patlama riski yaratır. Ancak solunabilir ve rahatsız edici tozun neden olduğu uzun vadeli fiziksel ve zihinsel sağlık sorunları nispeten arka planda kalmaktadır. Akciğerlerin gaz değişim bölgelerine girip ciddi solunum hastalıklarına neden olabilen 10 μm (mikrometre) veya altı parçacıklar solunabilir kabul edilir.
Rahatsız edici toz, solunum yoluyla alınabilen ve genellikle solunum yollarında tahriş yarattığı bilinen 10 ila 100 μm boyutlu parçacıklardır. Bunlar nefes almayı zorlaştırabilen ve KOAH gibi kronik sorunlara yol açabilen enflamasyonlara sebebiyet verir. Endüstride kaza sonucunda gerçekleşen her bir ölüme karşılık toza maruz kalmanın uzun vadeli etkileri nedeniyle 20 kişinin hayatını kaybettiği tahmin edilmektedir. Bu ölümler ani olmasa da aynı derecede travmatiktir ve çoğu zaman çalışanda uzun yıllar boyunca engellilik durumu yaratabildiğinden, genelde şirkette işe bağlı ölüm istatistiklerine geçmemektedir.
Konveyörlerden gelen ve çoğunlukla 40 μm veya üzerindeki boyutlarda olan görünür toz emisyonlarının azaltılması, çalışanların, komşuların ve müfettişlerin dikkatini çekecek şekilde rahatsızlık vermesinin de etkisiyle genellikle öncelikli olarak ele alınmaktadır. OSHA, 29 CFR 1910.1000 Z’de tehlikeli tozların bir listesini vermiş ve basınçlı hava, kuru süpürme veya fırçalama kullanımını yasaklarken çoğu durumda ıslak veya vakumlu temizlemeyi önermiştir. OSHA, toz yönetimi için öncelikle bölmeler ve toz toplayıcılar gibi mühendislik kontrollerinin ele alınmasını şart koşar. Bunların uygulanması pratik veya etkili değilse maruziyeti sınırlamak için belirli çalışma ilkelerine uyulması veya solunum koruyucu donanım kullanılması gerekir. Çoğu zaman solunum koruyucu donanım kullanımı kabul edilebilir bir alternatif olarak görülür ancak detaylı bir değerlendirme yapıldığında, solunum koruyucu donanımın üretim verimini yüzde 19’a kadar düşürdüğü ve uzun süreli kullanımın bilişsel ve duyusal yetenekleri önemli ölçüde etkileyebildiği anlaşılmaktadır. Yalnızca üretim verimindeki bu düşüşler bile konveyörlerin emisyonları azaltacak toz tutma çözümleriyle iyileştirmesi için yeterli gerekçe olabilir.
YÜKLEME TEKNESİ
Yükleme teknesi bölmesi, esasen düşük verimli bir çöktürme haznesi görevi görür. Temel konsept, hava debisine (Vhava) ve toz parçacığının son hızına (Vt) bağlı olarak bir bir toz parçacığının laminer hava akışından geçerek çökmesine dayanır.

Şekil 1. Yükleme teknesi bölmesinde teorik toz parçacığı çöktürme mesafesi “L”
Yükleme teknesini tozu bu bölmede tutacak şekilde boyutlandırma ve bu amaçla toz perdesi kullanma konularında, geleneksel ve sektöre dayalı uygulamaların yanı sıra genel kabul görmüş pratik kurallar mevcuttur. Ancak “Her zaman böyle yapıyoruz” söylemi dışında genellikle bu uygulamaların etkili olduğuna dair kanıt yoktur.
Konveyör yükleme teknesi bölmeleri için genel kabul gören uygulama, bölme yüksekliğinin Vhava ≤ 1,0 m/s olacak şekilde artırılmasıdır. Bölme uzunluğunun belirlenmesi için benimsenmiş iki genel kuralsa, bu uzunluğun bant genişliğinin iki katı veya bant hızının her 1,0 m/s başına 0,6 m olacak şekilde seçilmesidir. Bununla birlikte, H artırıldığında aynı zamanda ortalama toz parçacığının kat etmesi gereken L mesafesinin de artacağı dikkate alınmalıdır. SolidWorks 2019 Flow Simulation yazılımı kullanılarak hava akışı ve parçacık çöktürme için ayrıntılı bir tasarım etüdü gerçekleştirilmiştir.
Etütte “standart bir konveyör” esas alınmıştır. Bu standart konveyör, 2,0 m/s hızla hareket eden, 35 derece oluk açılı, 1200 mm genişliğinde bir bant içermektedir. Temel verileri belirlemek amacıyla 1442 kg/m3 yığın yoğunluğunda genel bir malzeme ve 20 derecelik bir taşınma açısıyla 50 mm’nin altında parçacık boyutu dağılımı seçilmiştir. Tahliye şutu, şut kesitinin yüzde 40’ına eşit veya daha az malzeme hacmi temel kuralına göre boyutlandırılmıştır. 3 m düşme yüksekliği, 0,9 m2 açık alan, 25 mm ortalama parçacık boyutu ve indüklenmiş hava hacminin hesaplanmasında kullanılan 1680 ton/saat yığın akış hızı belirlenmiştir.
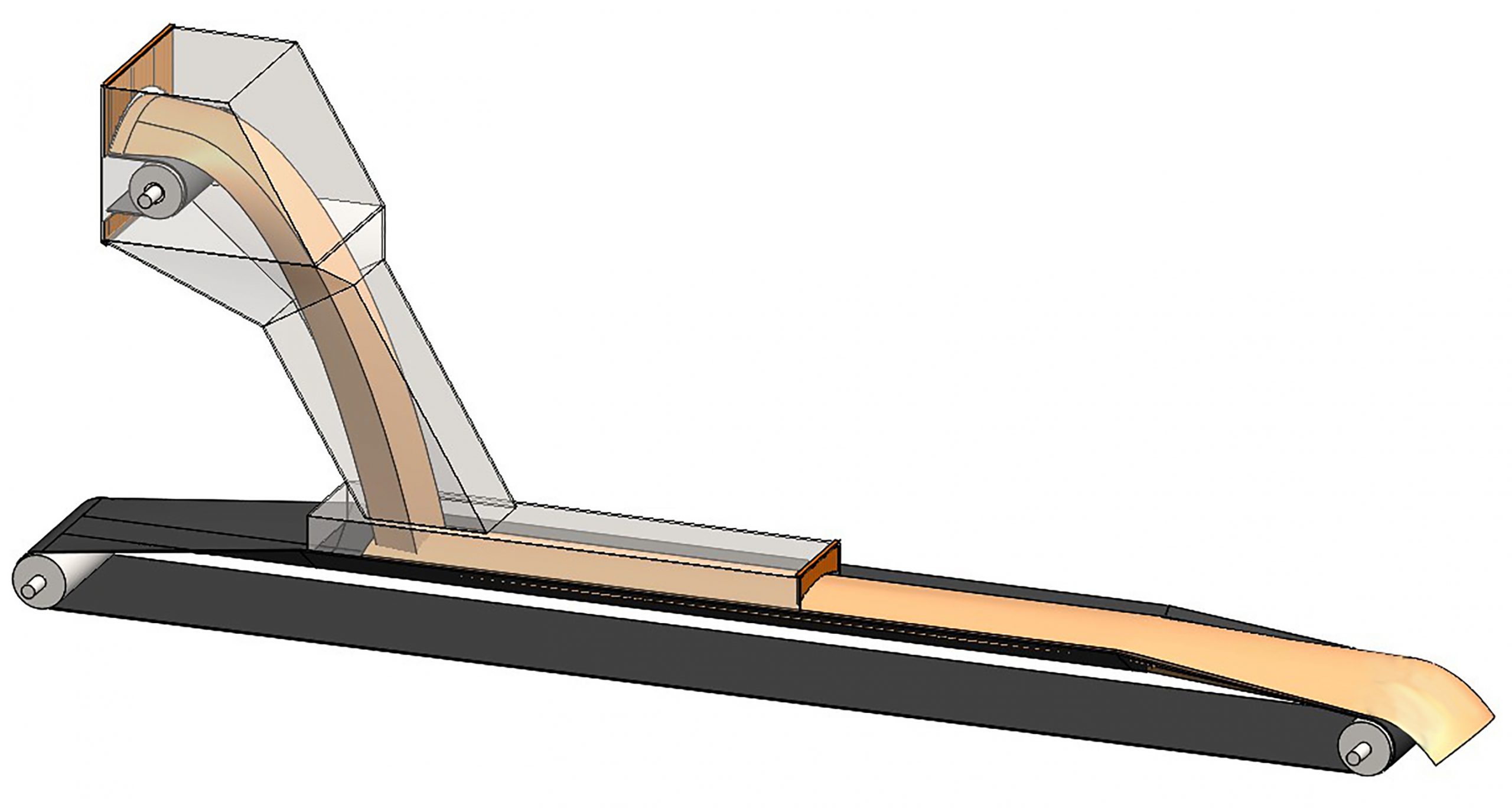
Şekil 2. Harici analiz için komple standart konveyör girişi ve tahliyesi modeli
Analizi basitleştirmek amacıyla çeşitli değişkenler incelenmiştir. Tahliye ve giriş bantlarına sahip tam bir konveyör modellenmiş ve üst tahliye bölümünde önemli devridaim bölgeleri olduğu halde, şuttaki hava akışının makul ölçüde tutarlı olduğu görülmüştür. Bu nedenle şut modeli sadeleştirilmiş ve Şekil 3’te gösterilen, havanın ve toz parçacıklarının şutun son 2 metresine verildiği model elde edilmiştir.
İncelenen değişkenlerin kombinasyonu Tablo 1’de verilmiştir. Tam hareketli tahliye ve giriş konveyörlerinde hem harici hem de dahili analizler yapılmıştır. Dökme malzeme yüzeyi parçacıkları absorbe edecek şekilde, duvarlarsa parçacıkları yansıtacak şekilde ayarlanmıştır. Bölme varyasyonlarının etkinliği, haznenin sonundan kaçan her boyuttaki parçacık sayısının sisteme giren parçacık sayısıyla karşılaştırılması yöntemiyle belirlenmiştir.

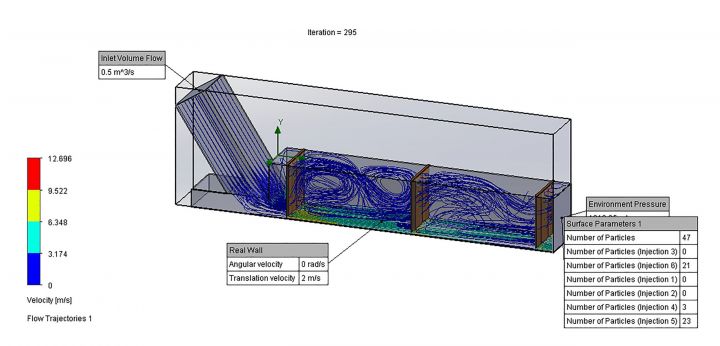
Şekil 3. Temel dahili analiz için kullanılan standart konveyör
| Parametreler | Standart Konveyör | Deney Değişkenleri |
| Bant Hızı (m/s) | 2,0 | 2,0 ila 8,0 |
| Bant Genişliği | 1200 | 600, 1200 ve 1800 |
| Dökme Malzeme Katı Yoğunluğu kg/m3 | 1500 | 750, 1500 ve 3000 |
| Hava Debisi (m3/s) | 0,5 | 0,25, 0,5 ve 0,75 |
| Perde Yerleşimleri | Çıkışta 1 adet | 1 ila 6 Perde, Çeşitli aralıklarda |
| Perde Boşluğu (mm) | 50 | Yükün üzerinde 0 ila 150 |
| Yükleme Teknesi Yüksekliği (mm) | 300 | 300, 600 ve 900 |
| Yükleme Teknesi Uzunluğu (mm) | 2400 | 2400, 3600 ve 4800 |
| Duvar Pürüzlülüğü (mm) | 1 | 0 ila 100 |
| Şut-Yükleme Teknesi Bağlantısı | Standart Alın Bağlantısı | Açılı Bağlantı, Tam Genişlik ve 90° |
| Kuyruk Kutusu Uzunluğu: 600 mm | 300 Yükseklik | 300, 600 ve 900 Yükseklik |
| Toz Parçacığı Çapı (μm) | 100, 50, 40, 25, 10 ve 1 μm toz parçacıklarıyla modellenen tüm yapılandırmalar | |
Tablo 1. Parçacık etüdünde kullanılan değişkenler
Harici analizin sonuçları, hava akımının bant ve tahliye tamburu etrafındaki hareketten etkilenmesi nedeniyle, kaçan toz parçacıklarının hızının arttığını göstermiştir. Bu olay Magnus Etkisi olarak bilinir ve tahliyeye mümkün olduğu kadar yakın konumda etkili bant sıyırma ihtiyacını ortaya koymaktadır. Sızıntıyı simüle etmek için yükleme teknesi tabanıyla bant arasında 1 mm’lik boşluk bırakılmıştır.

Şekil 4. Tipik harici analiz sonuçları – toz parçacığı yolları
PERDE TASARIMLARI
Deneyimli bakım teknisyenlerine sorulmuş ve tercih ettikleri farklı perde yapıları modellenmiştir. Ek olarak zikzak, parçalı, kavisli, açılı, yarıklı ve yarıksız, delikli perdeli ve perdesiz olmak üzere çeşitli perde tasarımları ve yerleşim modelleri incelenmiştir. Bölmede devridaim yaratmak ve toz çöktürmeyi iyileştirmek amacıyla çeşitli sıra dışı yükleme teknesi bölmesi yapıları da modellenmiştir. Çalışmalar sonucunda, 600 mm yüksekliğinde, 3,6 m uzunluğunda ve belirlenen konumlara yerleştirilmiş üç adet toz perdesi içeren geleneksel bölmeli tasarımın, standart konveyör için optimum tasarım olduğu tespit edilmiştir. [Şekil 6’ya bakın.]

Şekil 5. Analiz edilen sıra dışı şut tasarımlarının bir örneği
Aşınmış çıkış perdeleri de modellenmiştir ve yükün üzerindeki boşluk artırıldığında toz çöktürme performansının kötüleştiği görülmüştür. Çıkışta tek perde kullanımı, banda yakın olduğunda hava çıkış akışını daha da hızlandırması ve tozu yeniden çıkan hava akımına sokmasıyla her senaryoda sorunlu sonuç vermiş ve bölme içinde devridaim yaratma konusunda başarısız olmuştur. Çıkışa yerleştirilen perde büyük ölçüde aşınıp yıprandığında, hiç perde yokmuş gibi bir sonuç elde edilmiştir. Ayrıca tam çıkışa yerleştirilerek yüke yakın konumlandırılan perdede, perdenin malzemenin banttan düşmesine ve dökülmesine neden olduğu, bazen patlamış mısır etkisi olarak da adlandırılan diğer bir kaçak malzeme sorunu gözlenmiştir.

Şekil 6. 3 perdeyle tipik devridaim hava akışı sonuçları



